Acoustical Society of America
136th Meeting Lay Language Papers



[ Lay Language Paper Index | Press Room ]
Laser Light Locates Loud Little Leaks
Leaving Little Labor
Serdar H. Yönak
- serdar@engin.umich.edu
David R. Dowling - drd@engin.umich.edu
Department of Mechanical Engineering and Applied Mechanics
University of Michigan
Ann Arbor, MI 48109-2121
Contact Information During ASA Meeting:
Norfolk Waterside Marriott Hotel
235 East Main St., Norfolk, Virginia 23510
(757) 627-4200
Popular version of paper 4pEA12
Presented Thursday afternoon, October 15, 1998
136th ASA Meeting, Norfolk, VA
Many consumer or industrial products such as automobiles, refrigerators, air conditioners, and electrical equipment include parts that contain liquids or pressurized gases which in some cases may be combustible or hazardous. Unintended leaks from these parts are not only costly to consumers and manufacturers but may also be harmful to the environment. Detecting these leaks and determining their location is a critical process which may lead to safer and more reliable consumer products, a safer industrial workplace, and reduce the release of hazardous gases in to the environment. New research into leak testing combines a historic discovery by Alexander Graham Bell and cutting-edge sonar signal processing techniques currently being used by researchers in underwater acoustics. In a matter of seconds, this new method can reliably detect and locate leaks to within a few millimeters even if the leak is so small that it would take 5 days for it to fill a thimble. Current leak testing techniques such as helium-mass spectrometry can detect these tiny leaks but cannot find their location on the part that is being tested. Sniffing devices and dunk-tanks can locate leaks but they are time consuming, operator dependent, and frequently unable to detect the small leaks that now are of concern because of environmental issues regarding ozone depletion and green house gases. Ford Motor Company is sponsoring this research to overcome these capability limitations and to reduce environmental concerns.
Photoacoustics is the production of sound by light and was first observed by Alexander Graham Bell over one hundred years ago. More recently Thomas McRae of Laser Imaging Systems exploited the photoacoustic interaction between a carbon dioxide laser beam and a special tracer gas, sulfur hexafluoride, for leak testing purposes. Sulfur hexafluoride, despite its scary name, is inert, non-toxic, and safe for use in human occupied environments. Current work being done at the University of Michigan takes advantage of these discoveries to remotely detect and localize leaks. The part being tested for leaks is pre-filled with the tracer gas. If there is a leak, a tiny cloud of gas will form near the leak location. The part is then scanned rapidly (over 6000 times a second) with the carbon dioxide laser beam. When the laser beam passes over the cloud formed by the leaking gas, the laser beam rapidly heats the gas which then expands and launches a photoacoustic sound pulse. This photoacoustic sound pulse is generated each time the laser beam sweeps through the tracer gas cloud. The resulting series of photoacoustic sound pulses generated by this scanning process is recorded by four ultra-sensitive microphones. For large leaks the photoacoustic sound can actually be heard by the human ear even though a majority of the sound produced by the gas cloud occurs at frequencies beyond the audible range. Photoacoustic sound from extremely tiny leaks is not audible at all. This is why ultra-sensitive microphones are used. Once the photoacoustic pulses have been recorded, its magnitude is compared to background noise measurements at several frequencies to determine whether or not a leak is present. If a leak is present the next step is to determine its location.
Determining the location of the leak means finding where the photoacoustic sound came from. To do this, the recorded sound is processed using a state-of-the-art sonar signal processing technique known as Matched Field Processing (MFP). To use MFP, knowledge of the acoustic characteristics of the surroundings is required. More specifically, the location of the four microphones with respect to the location of the part being tested, the speed of sound, and the location and approximate shape of objects that can cause echoes must be known. Fortunately, all of these factors can be measured in the laboratory or calculated using standard formulae. Basically, the signal processing technique is analogous to playing a movie of an explosion backwards. In a movie of an explosion, debris is "blown away" from the source of the explosion. When such a movie is played in reverse, the debris converges to the explosions point of origin. In a similar manner photoacoustic sound recorded at the microphones is sent backwards in time through computer simulation. These played-back or time-reversed sound waves converge to their apparent point of origin. The location of this point of origin is the signal-processor-determined location of the leak. It should be kept in mind that the photoacoustic sound is generated by the leaking gas and not by the leak itself. Thus, the present techniques can only find the leaking gas. However, the largest concentrations of leaking gas are guaranteed to lie near the leak location. The whole process is ripe for automation since it is fast compared to other leak detection schemes, non-contacting, and non-intrusive.
The next research step will involve additional system refinements and
then blind tests to statistically quantify location accuracy and detection
sensitivity limits with specific components. Future work involves calibrating
the signal processor output to also determine leak rates from the recorded
photoacoustic sound. Ultimately, actual manufactured parts will be tested
in a factory setting to determine suitability of this leak testing
method for inclusion in an assembly line leak testing process.
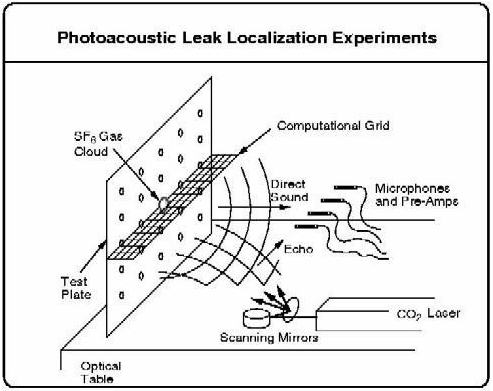
Figure 1. In laboratory experiments the test part is a flat aluminum plate with many holes drilled in it at various locations. Precision calibrated leaks, from Vacuum Instrument Corporation, can be placed at any of the holes to simulate a part with a leak.
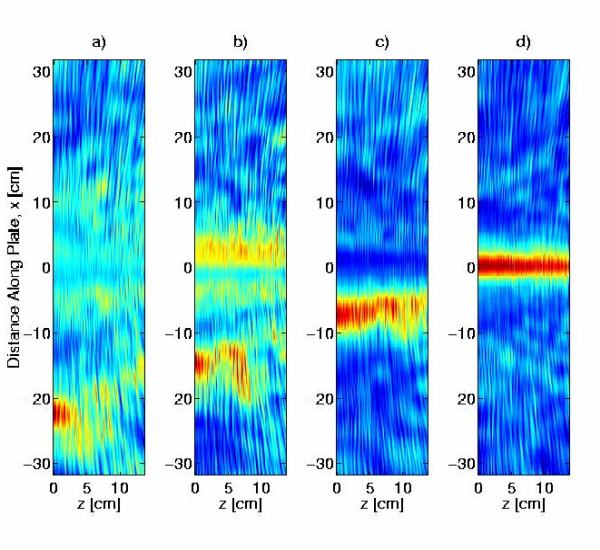
Figure 2. Sample output from the signal processor. The individual panels show localization of leaks at various locations on the test plate. In each case the leak present would take about 5 days to fill a thimble with gas. The panels show the area immediately in front of the plate. The plate surface lies at the left side of each panel. The intersection of the red area with the plate indicates the leak location. The localization of the leak in each case is accurate to within a few millimeters.